
 ClickMillを使って、実際に木を削ってみました。
ClickMillを使って、実際に木を削ってみました。
まずは準備をします。使用するエンドミルを取り付けて…
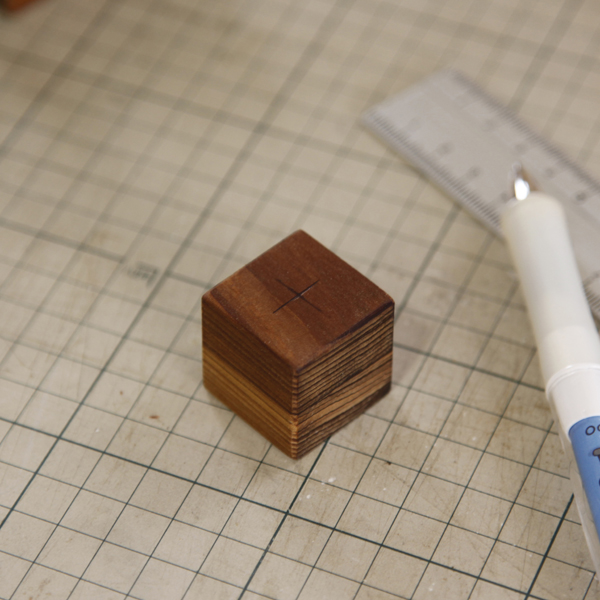
材料を準備。中心に印をつけて…MDXの台にセットします。
 Vpanelを開きます。
Vpanelを開きます。
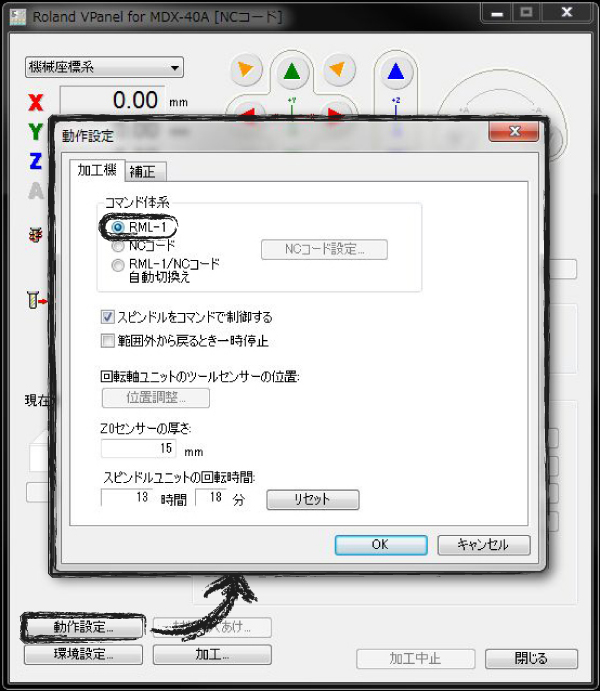
動作設定を開きます。
今回は、ClickMillを使用して材料を切り出す作業なので、コマンド体系が”RML-1″になっていることを確認。
NCコードを使用して切削する場合はNCコードを選択。

座標系をユーザー座標系に選択。
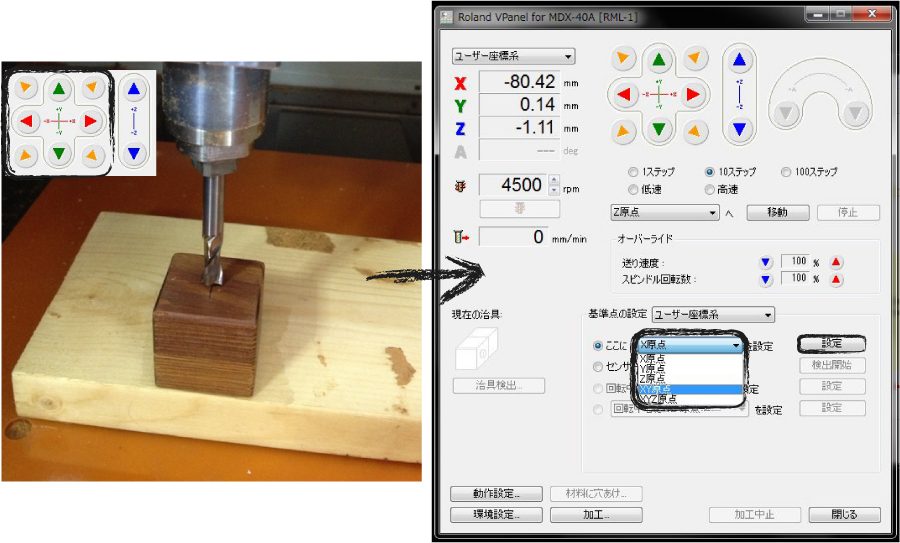 XY原点を設定します。
XY原点を設定します。
送りスピードを調整しながらきっちりと中心を…。
これがまた面倒くさい。
レーザーポインタか何かを購入して簡単に原点設定できないものか…
と、まぁポチポチXとYの中心を決めたら、”ここにXY原点を設定”を選択して、”設定”を押します。
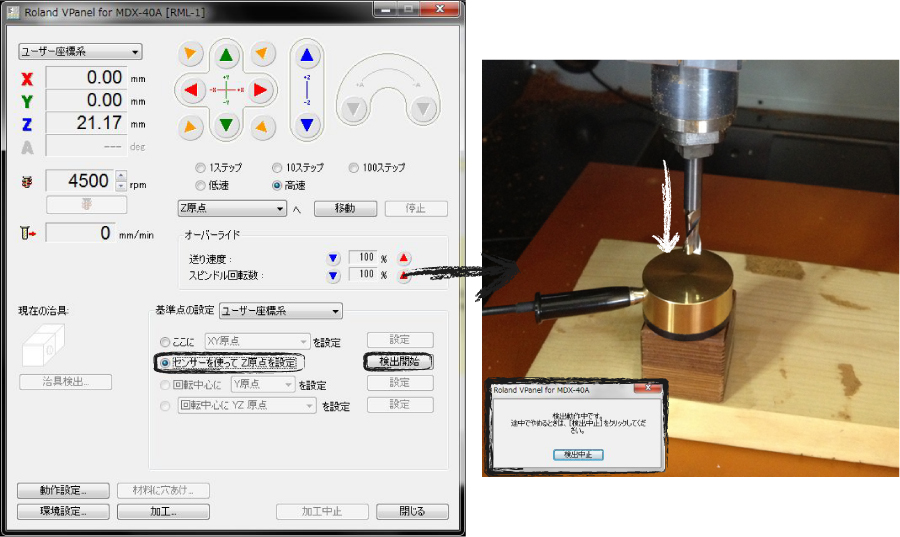
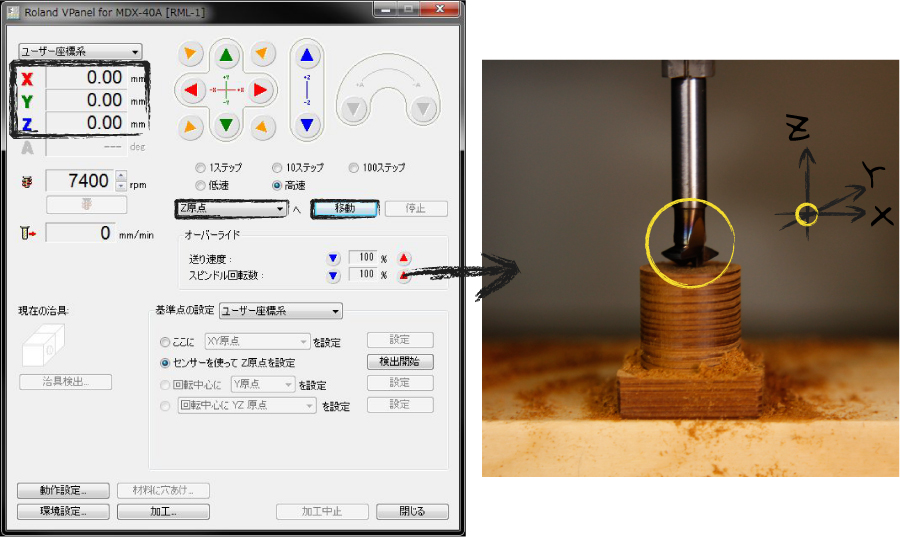
次に、Z原点を設定。
これは、付属の”ZOセンサー”を使って簡単に設定してくれるので楽。
センサーをセットして、検出開始のボタンをポチリ。
すると、自動でエンドミルを下げてZ原点を検出してくれます。
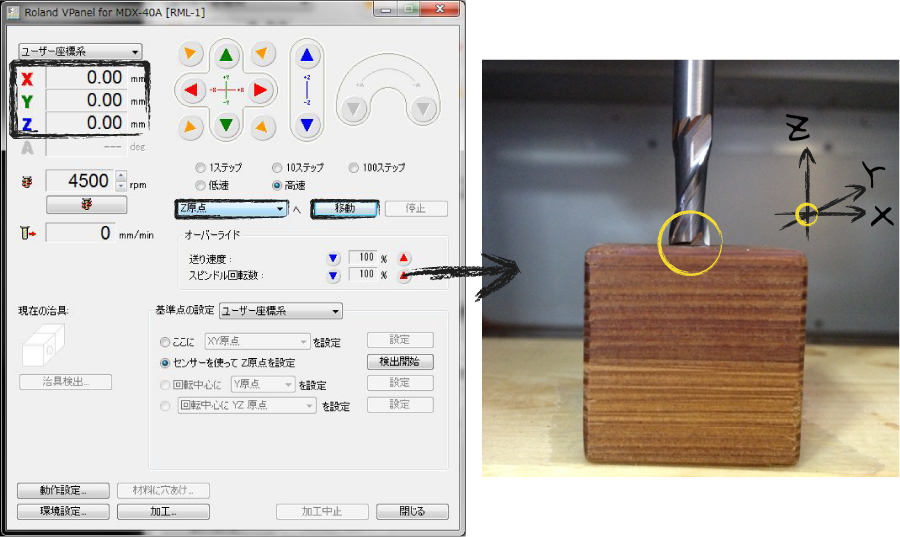
これで、XYZ原点の設定が終了。
XYは原点のままなので、Z原点に移動してみましょう…。
お。材料の上にぴったりと止まってくれました。
これで、Vpanelでの作業は終了。
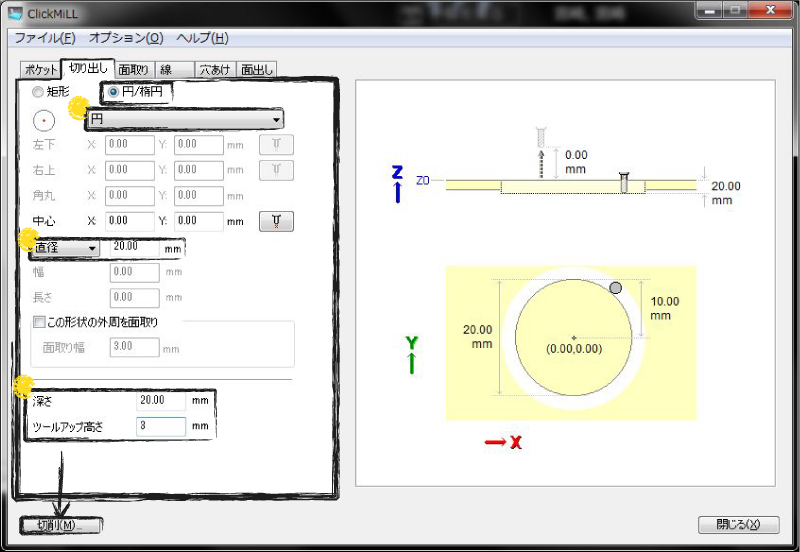
ClickMillを開きます。
今回は、正円の切り出し後に、ネジを切削していきます。
直径、深さを入力。
ツールアップの高さは3mmぐらいで…。
いよいよ、切削!!!!
と思ったらまだありました。
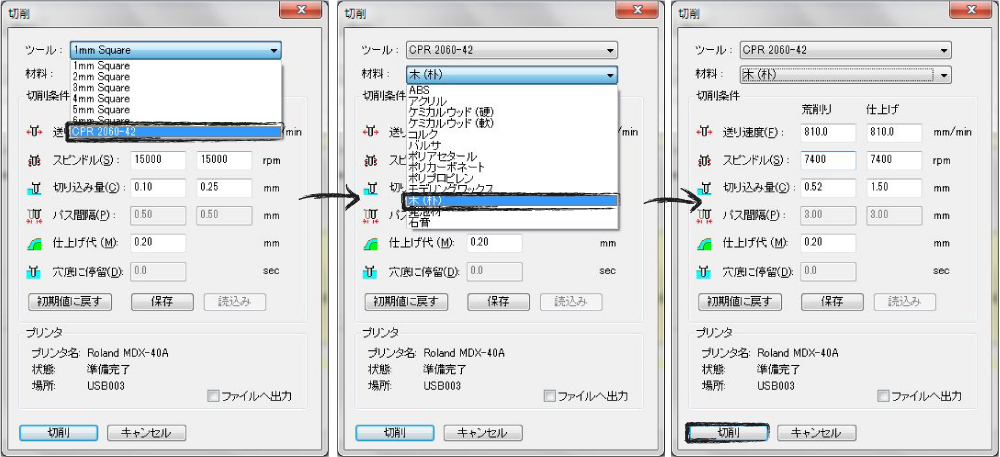
ツールを選びます。今回は既に設定を済ませたツール”CPR2060-42″を選択。
材料を選びます。木を選択。
送り速度などは初期設定のままで行きます。
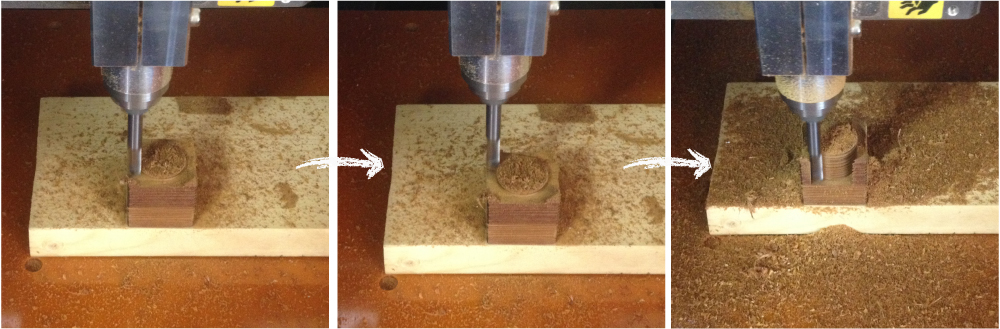
切削!!!!
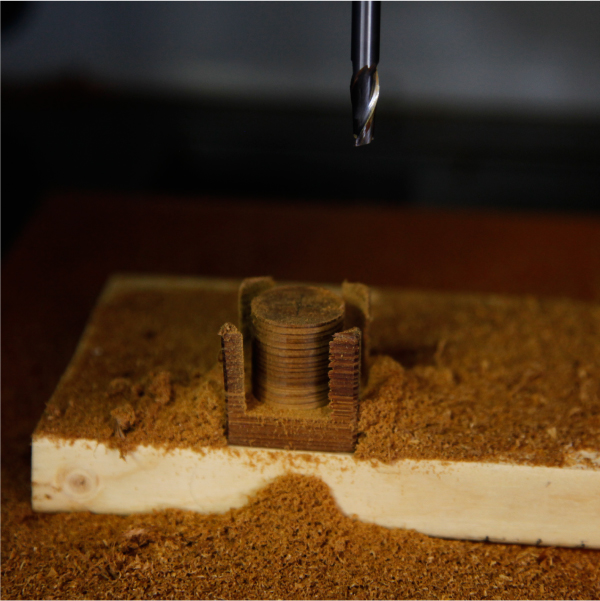
雄ネジの芯が完成!!
次に、Clickmill切り出しで軸は完成したのでねじ山を切削します。
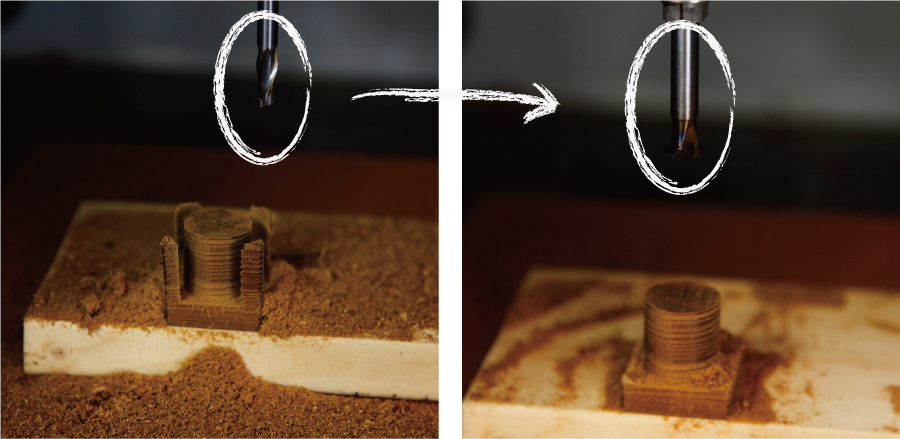
オーダーで作成していただいたネジ用のエンドミルに交換します。
 XYの原点は変わらずですが、エンドミル交換によりZ軸がズレテしまっているので再度Z軸のみ設定しなおします。
XYの原点は変わらずですが、エンドミル交換によりZ軸がズレテしまっているので再度Z軸のみ設定しなおします。
“Z原点へ移動”を押すと、ピタッと止まってくれました。ここがXYZの原点です。
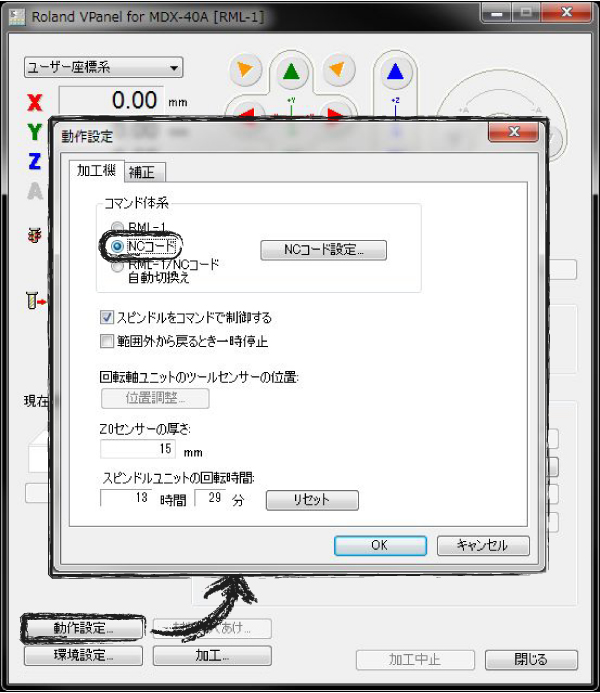 続いて、コマンド体系を変更します。ネジ山をNCコードを使って切削していくので”NCコード”に変換します。
続いて、コマンド体系を変更します。ネジ山をNCコードを使って切削していくので”NCコード”に変換します。
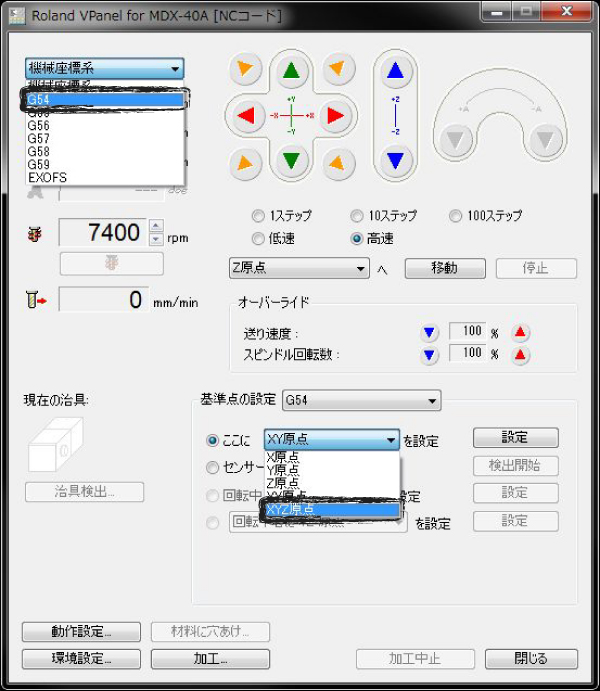
座標系をG54に設定します。今回はG54を使用。そして、”ここにXYX原点を設定”をぽっちと押します。
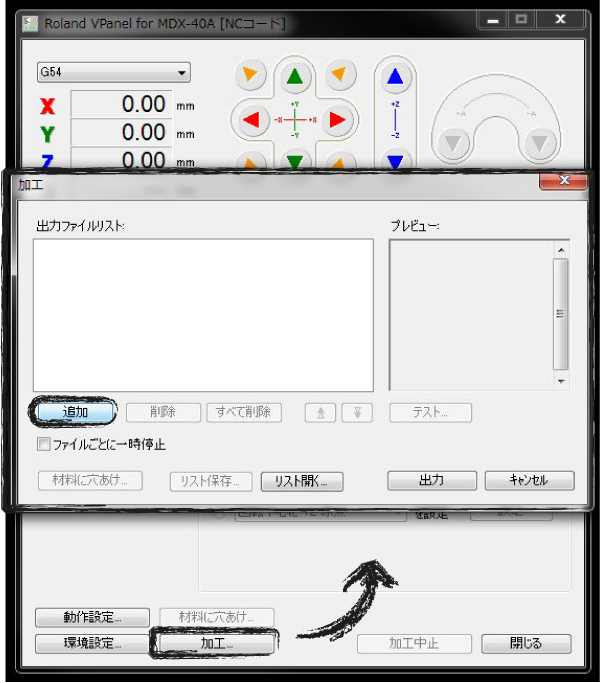
“加工”を押して、NCコードを読み込みます。
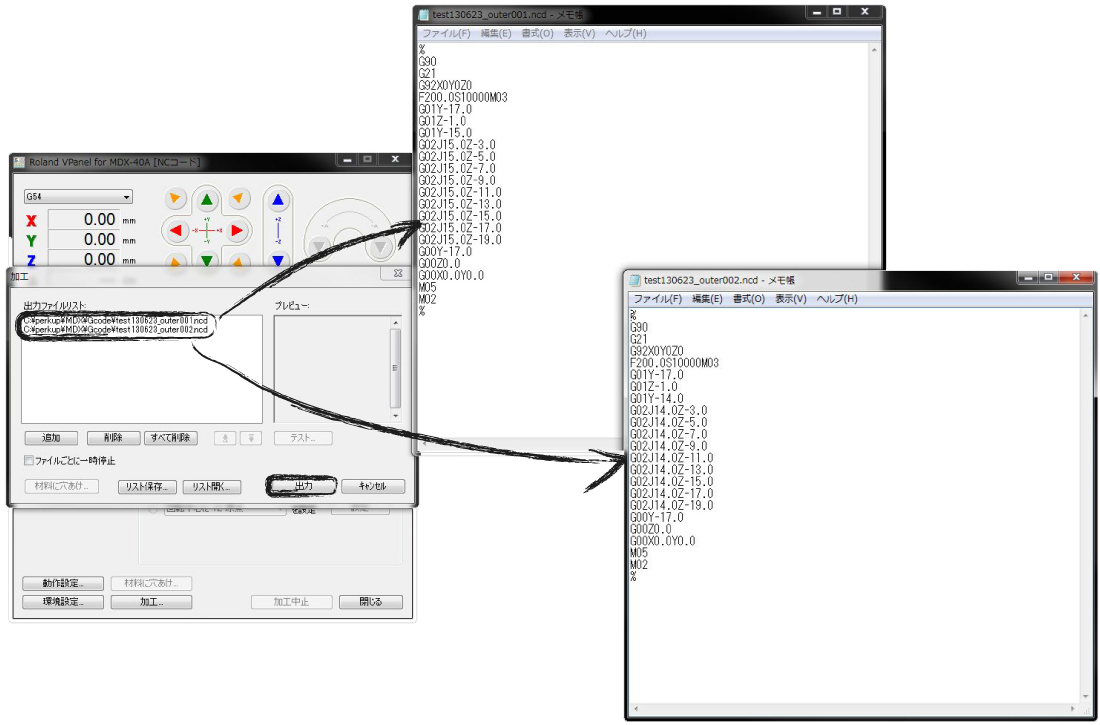 エンドミルに負荷がかからないよう、2度に分けて切削していきます。
エンドミルに負荷がかからないよう、2度に分けて切削していきます。
“出力”
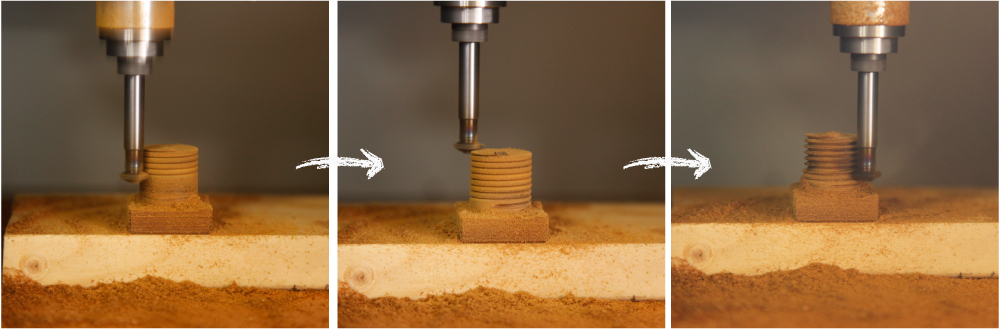 切削!!!!
切削!!!!
雄ネジ完成!!










































































{kind=link}